
Laserschneiden
Beim Laserschneiden wird aufgeschmolzenes Material mit dem Schneidgas aus dem Spalt geblasen (Abb. 31).
Der Übergang vom Schmelzbad zu thermisch unbeeinflusstem Material ist dabei örtlich eng begrenzt. Mit zunehmender Materialdicke nimmt an der Unterseite der Bleche die Gratbildung zu. Mit Stickstoff als Schneidgas werden metallisch blanke Schnittflächen erhalten (Abb. 33). Mit dem 3 kW-Scheibenlaser kann Edelstahl mit Stickstoff als Schneidgas bis 5 mm in guter Qualität geschnitten werden.

Abb. 31: Arbeitsraum der Lasermaschine mit Schneidtisch und Schneidoptik.
Abhängig von der Materialdicke liegen die Schneidgasdrücke bei 12-19 bar. Je nach Materialdicke werden Schneiddüsen mit unterschiedlichem Durchmesser verwendet.
Die Schneidoptik der Laserschweißmaschine verfügt über eine kapazitive Abstandregelung. Somit können Verformungen dünner Bleche ausgeglichen und in guter Qualität geschnitten werden (Abb. 31). Für dünne Folien sowie kleine und filigrane Teile wird ein Aufsetztisch mit einer Polymer-Bienenwabenstruktur genutzt (Abb. 32).
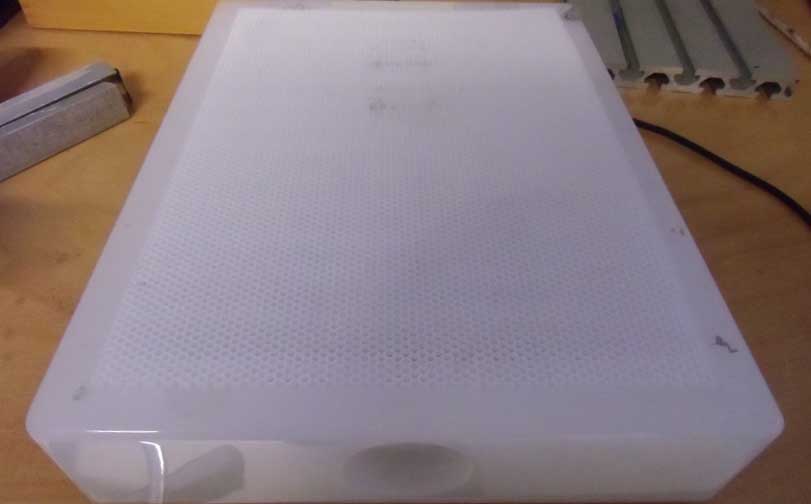

Abb. 32: Aufsetztisch mit polymerer Bienenwabenstützstruktur: Links: Gesamtansicht, rechts: Detail.
Herstellung mikroverfahrenstechnischer Apparate durch Laserschneiden