
Grundlagen des Diffusionsschweißprozesses
Das Diffusionsschweißen wird in der Literatur in mehrere Phasen unterteilt (Abb. 36):
⦁ a) Kontaktbildung durch Aufeinanderpressen zweier Oberflächen an Rauheitsspitzen
⦁ b) Deformation der Rauheitsspitzen
⦁ c) Diffusion über Korngrenzen, Korngrenzenwanderung
⦁ d) Volumendiffusion zum Schließen der restlichen Porenräume
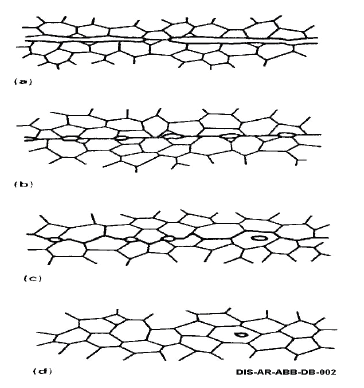
Abb. 36: Phasen des Diffusionsschweißens nach [1]
Durch Belastung werden die zu verbindenden Oberflächen im mikroskopischen Bereich verformt und die Kontaktzone ausgeweitet. Zeit- und temperaturabhängig weiten sich die Kontaktzonen durch Diffusion aus.
Somit sind Fügetemperatur, Fügedauer und Flächenpressung die bestimmenden Parameter.
Hinzu kommen weitere Einflüsse, die es sehr schwer machen, die Verformung während des Diffusionsschweißprozesses mikroverfahrenstechnischer Apparate vorauszusagen oder durch Wahl entsprechender Parameter zu kontrollieren:
⦁ Der Diffusionskoeffizient steigt exponentiell mit der Temperatur: er verdoppelt sich bei Anhebung der Fügetemperatur um etwa 20 K (Abb. 37) => Genauigkeit der Temperaturmessung, Alterung von Thermoelementen.
⦁ Die Diffusionsgeschwindigkeit entlang von Korngrenzen ist ca. zwei Größenordnungen höher als die Volumendiffusion (zeitabhängige Ausweitung der Kontaktzone, Abb. 37)
⦁ Für polymorphe Metalle und Legierungen (Stähle, Titan) erfolgt temperaturabhängig eine Gitterumwandlung mit völliger Neubildung des Gefüges. Sprunghafte Änderungen der Diffusionskoeffizienten und des Verformungsverhaltens sind die Folge (Abb. 38). Zugleich kann die Reversibilität genutzt werden, um das Kornwachstum während der Fügedauer rückgängig zu machen und ein feinkörniges Gefüge mit vorteilhaften Eigenschaften im diffusionsgeschweißten Teil zu erhalten. => Austenitisch oder ferritisch stabilisierte Edelstähle sowie Nickelbasiswerkstoffe und Kupfer zeigen keine Polymorphie. Das Kornwachstum während des Diffusionsschweißens ist erheblich.
⦁ Im Temperatur- und Flächenpressungsbereich, welche für das Diffusionsschweißen typisch sind, ändert sich der Verformungsmechanismus mit Auswirkung auf die Fließgeschwindigkeit (Coble Nabarro-Herring, Abb. 39). => Dies hat bei mikrostrukturierten Teilen mit Stegstrukturen im Bereich der Werkstoffmikrostruktur erhebliche Auswirkungen auf das Verformungsverhalten.
⦁ Bei Bauteilen aus dünnen Blechen, die durch mehrfaches Walzen und Rekristallisation zur Beseitigung der Kaltverfestigung ein sehr feinkörniges Gefüge aufweisen in Kombination mit deutlich dickeren Deckplatten mit grobkörnigerem Gefüge, kann lokales Korngrenzengleiten zu unerwartetem Verformungsverhalten führen.
⦁ Das Verformungsverhalten ist zudem von der Korngröße und dem jeweils in der einer Lage vorhandenem Fügequerschnitt abhängig.
⦁ Bei Multilagen-Blechstapeln muss eine Vielzahl von Oberflächenrauhigkeiten eingeebnet werden. Je nach Blechgröße sind Dickentoleranzen aus der Blechherstellung nicht vernachlässigbar (20-50 µm je Lage). Sie können sich addieren oder ausgleichen und sind messtechnisch nicht zugänglich. Daher weisen Multilagenstapel mikrostrukturierter Bleche völlig andere prozentuale Verformungen auf als massive Bauteile aus wenigen Platten. Das reproduzierbare Diffusionsschweißen hochvakuumdichter Bauteile ist stark eingeschränkt. Ggf. sind Nachschweißungen erforderlich.
⦁ Die Verformung ist bei identischen Fügeparametern Temperatur, Dauer und Flächenpressung abhängig vom Aspektverhältnis der Bauteile. Grund ist Verformungsbehinderung durch Reibung an den starren kraftaufbringenden Stempeln (Abb. 40, Abb. 41) [].

Abb. 37 Temperaturabhängigkeit des Diffusionskoeffizienten für Korngrenzen- und Volumendiffusion. [3]
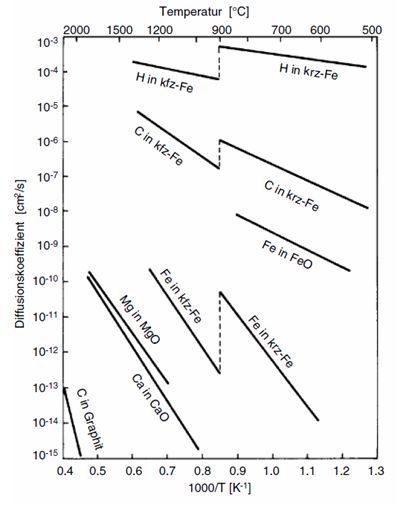
Abb. 38: Temperaturabhängigkeit des Diffusionskoeffizienten verschiedener Elemente in Eisen sowie sprunghafte Änderungen aufgrund Polymorphie. [4]
Abb. 39: Verformungsmechanismen-Schaubild für Nickel mit 20 % Chrom und einer Korngröße von 100 µm: Illustration des Einflusses von Temperatur, Werkstoffzusammensetzung, Korngröße und Flächenpressung auf die Änderung der Fließgeschwindigkeit abhängig von unterschiedlichen Kriechmechanismen [5].