
REM-Bilder
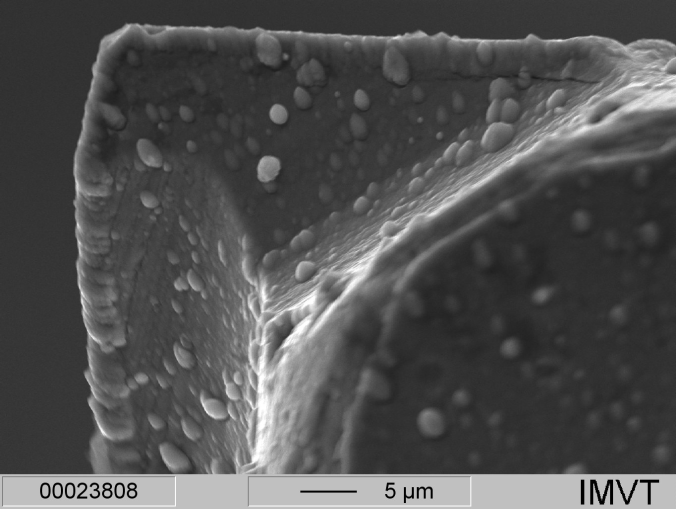
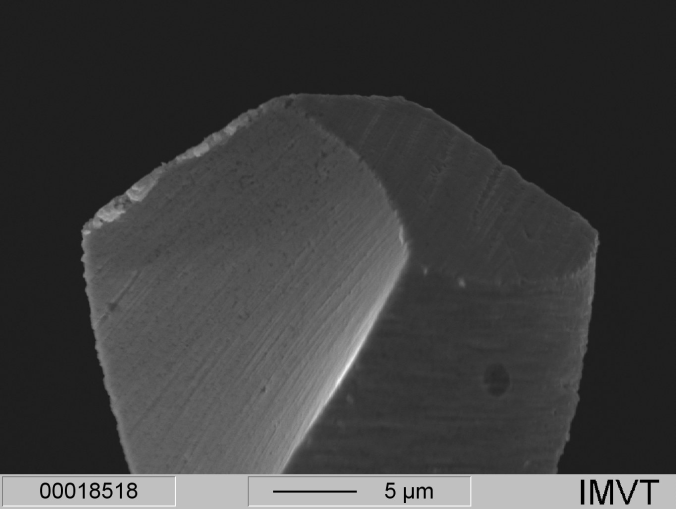
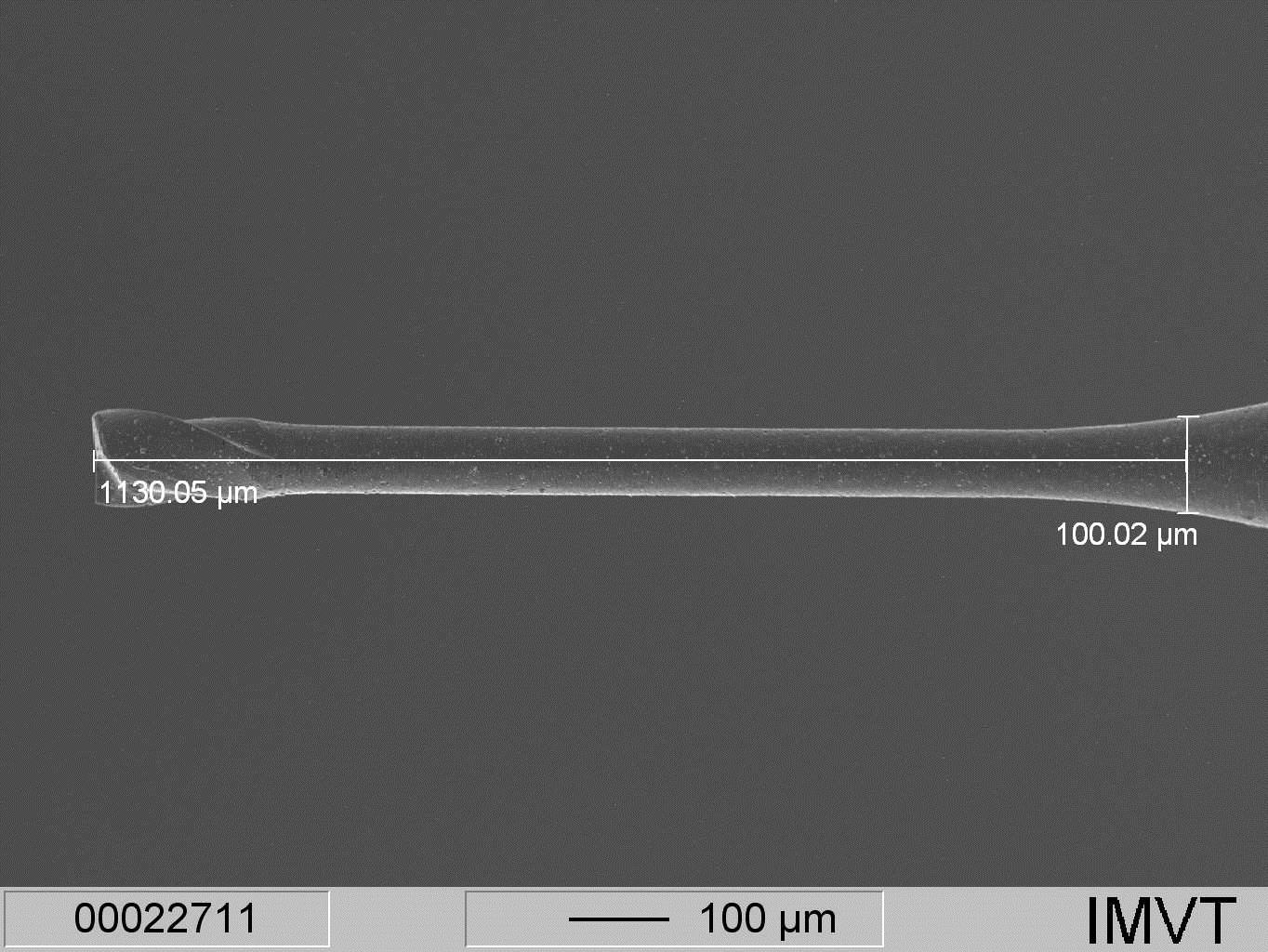
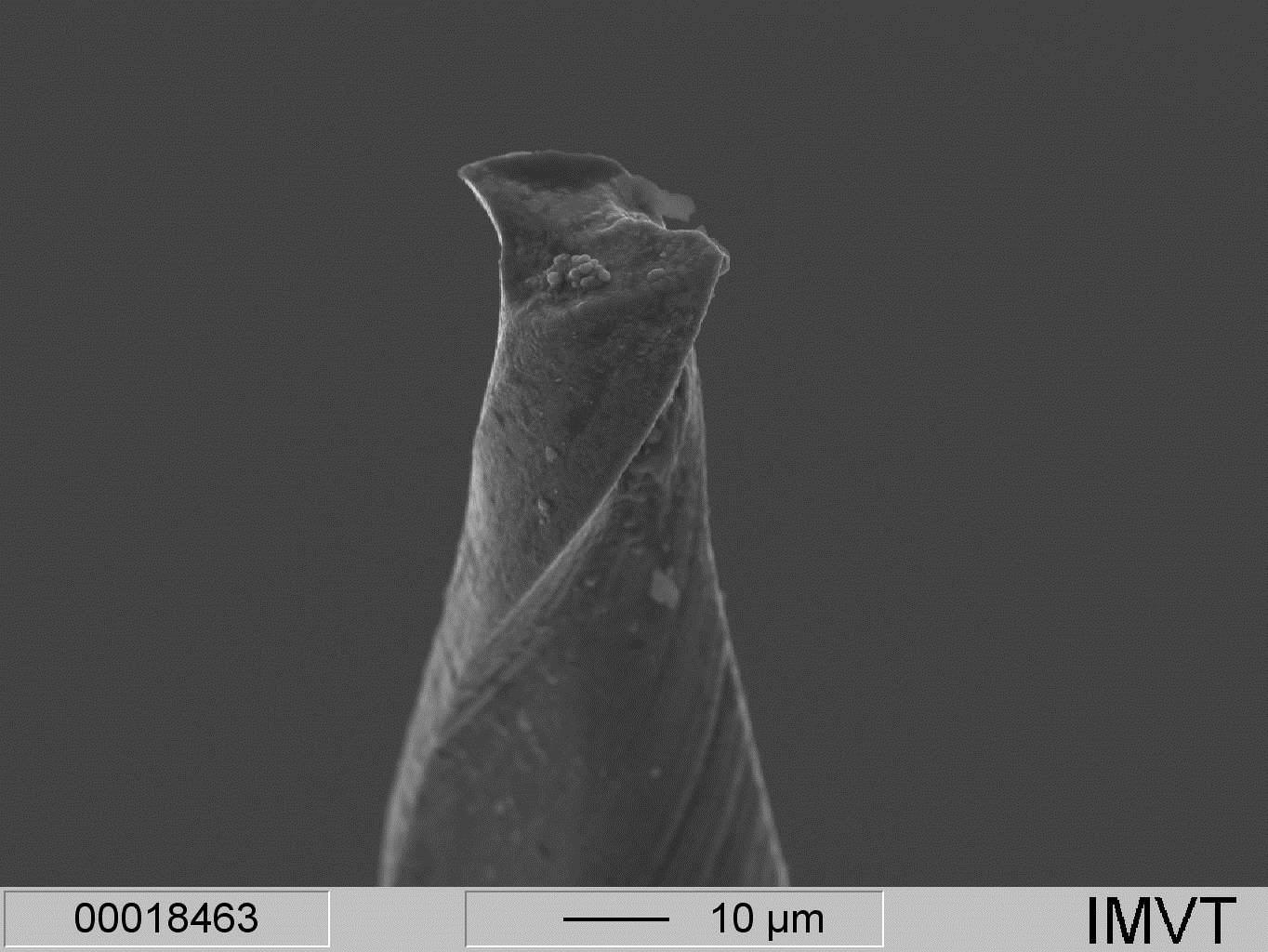
Abb. 3: Charakterisierung von Werkzeugen für die Mikrozerspanung
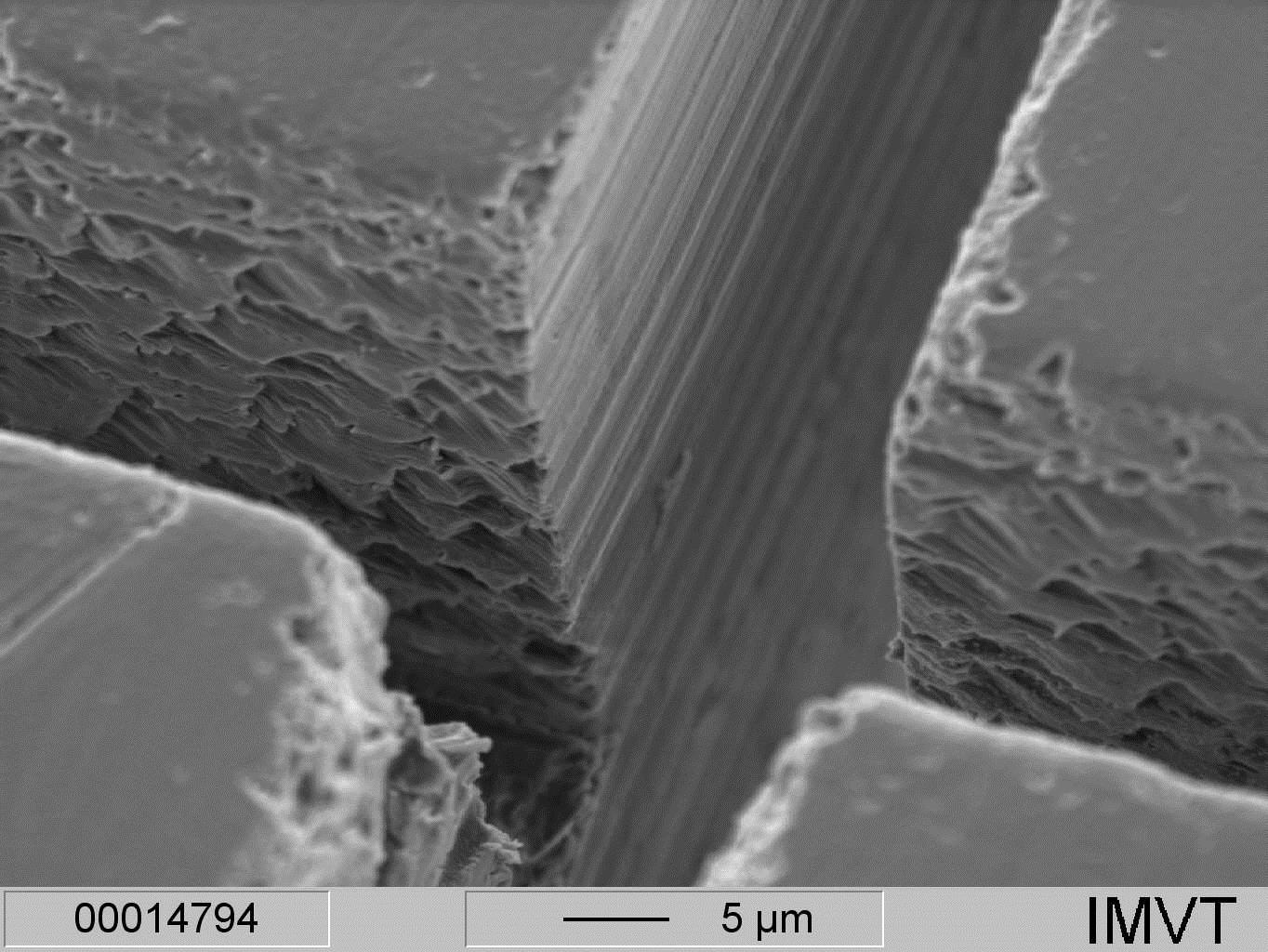
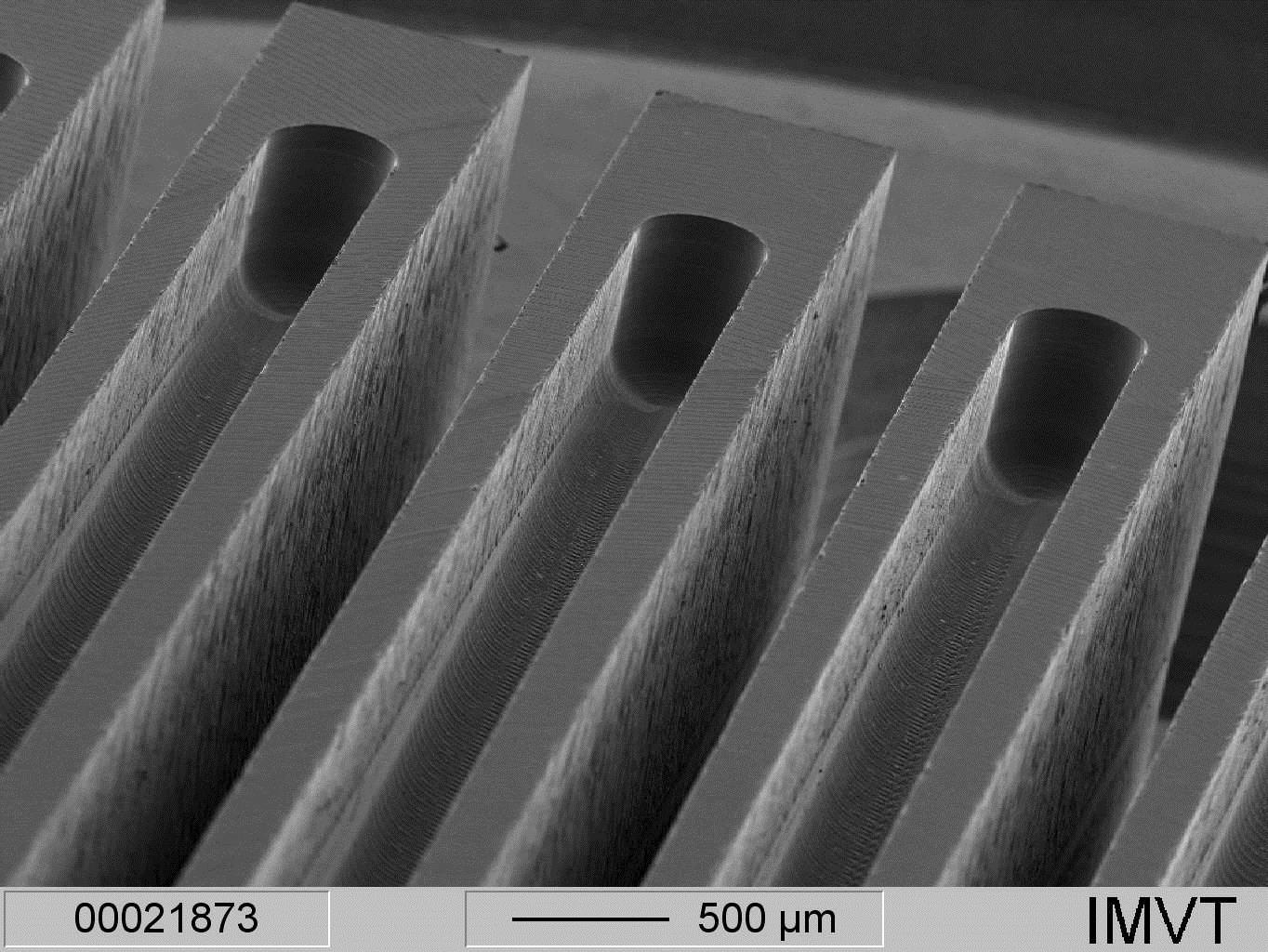
Abb. 4: Links: Kanalstruktur in PMMA hergestellt mittels Mikrohobeln. Grabenbreite ca. 15 µm, Tiefe > 150 µm. Rechts: Kammartige Matrix-Wärmeübertragerstruktur aus Edelstahl 1.4301. Kanalbreite 0,4 mm, Stegbreite 0,2 mm. Kanaltiefe am Anfang 2,9 mm, am Ende 0,6 mm.
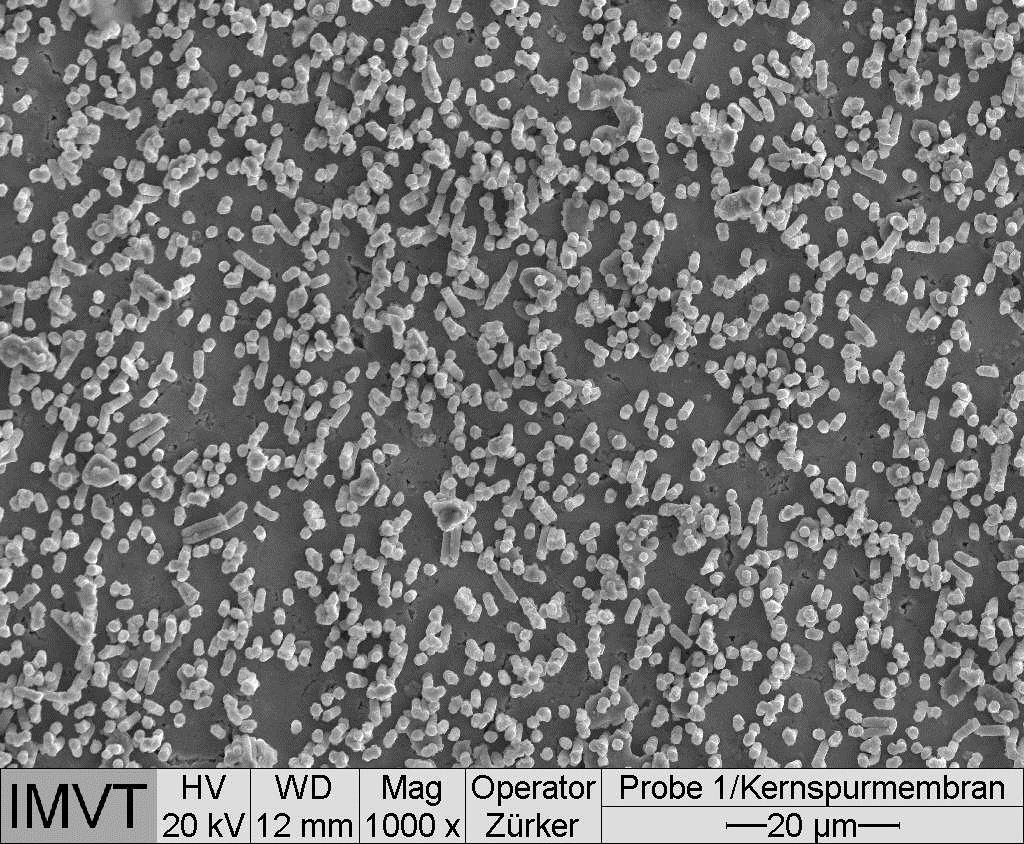
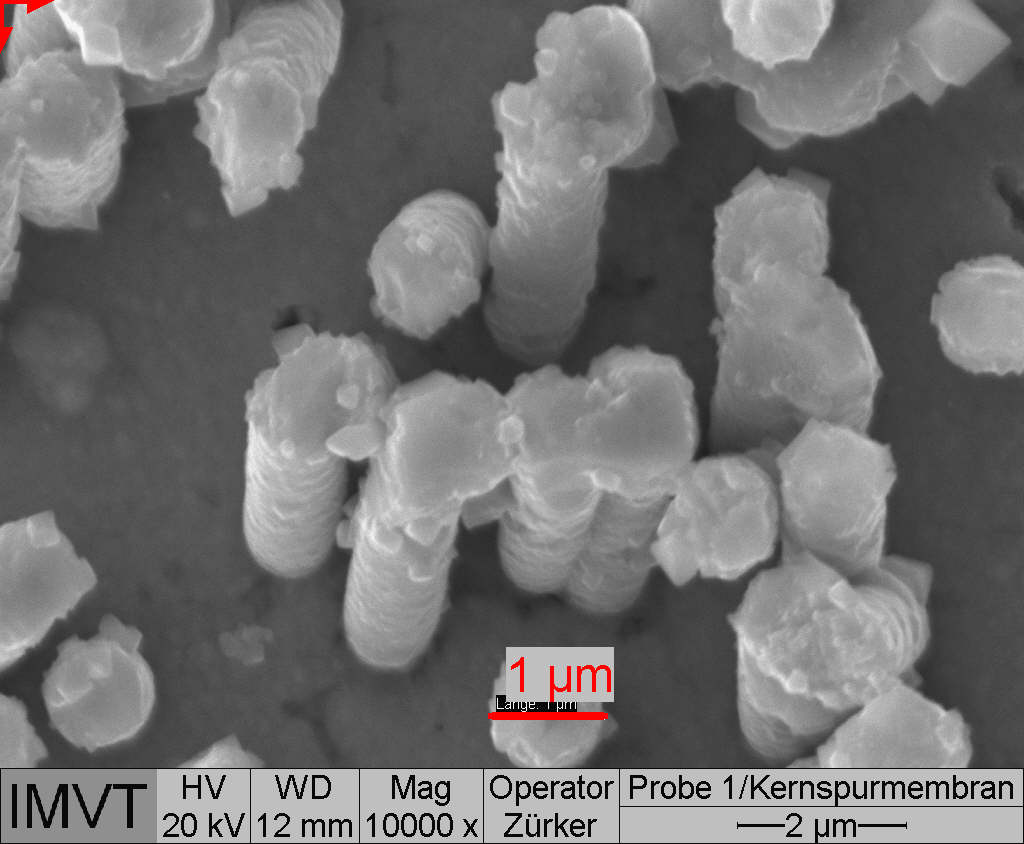
Abb. 5: In den Poren einer Kernspurmembran galvanisch abgeschiedene Säulen aus Kupfer zur Oberflächenvergrößerung in Mikrokanälen.
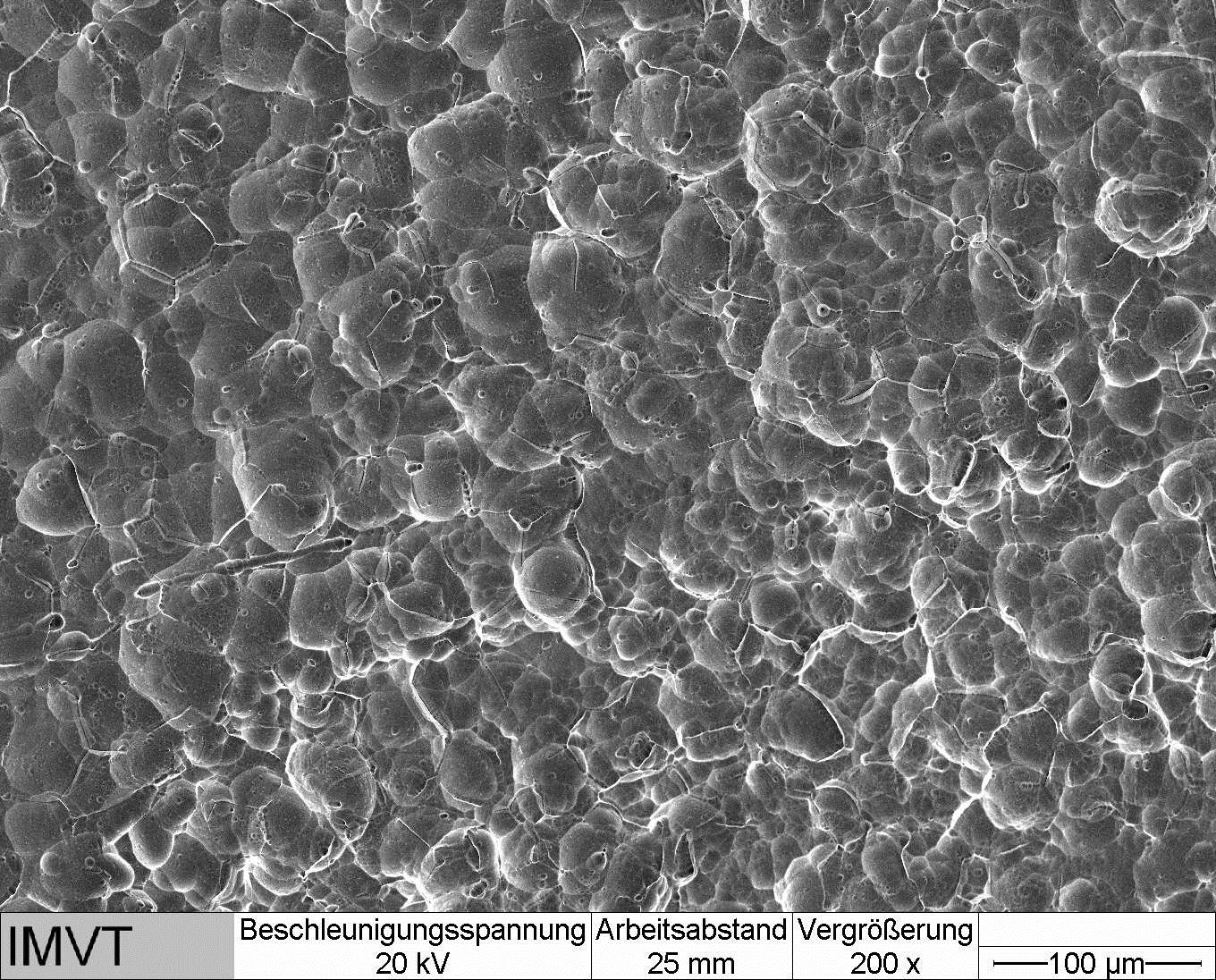
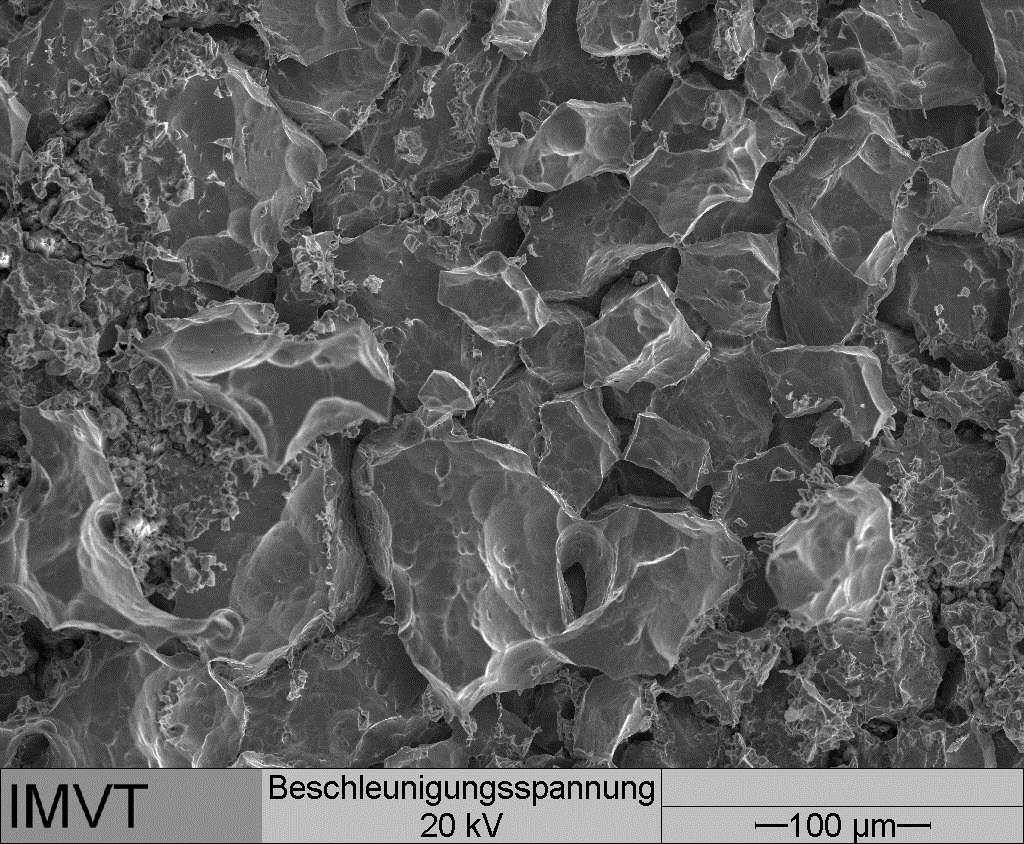
Abb. 6: Korrosionsbefund von Hastelloy C-22 (2.4602) nach 1000 h in 95-97 % Schwefelsäure bei 100°C. Links: Flächiger Angriff im Lieferzustand. Rechts: Interkristalliner Korrosionsangriff nach Diffusionsschweißen bei T=1125 °C, t=70 min
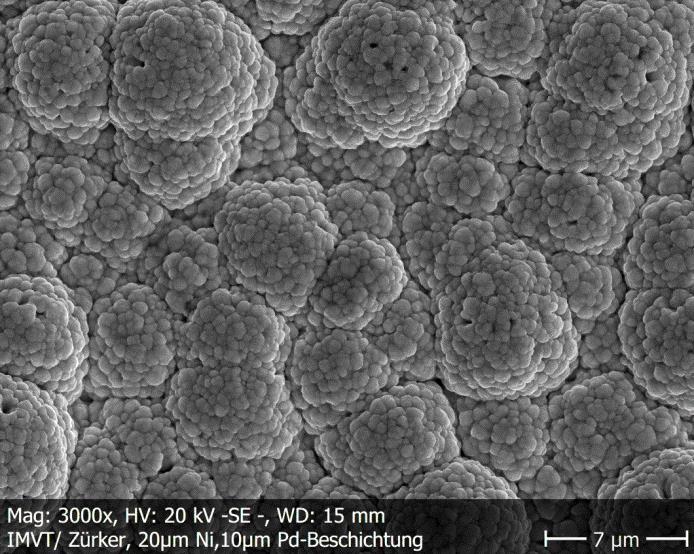
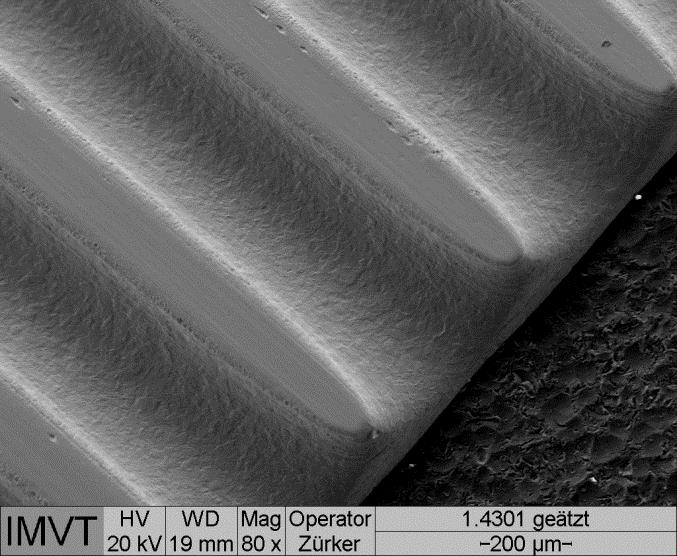
Abb. 7: Zugprobe aus zehn diffusionsgeschweißten 1 mm-Blechen aus Hastelloy B3 (2.4600), Durchmesser 3 mm. Links: Nach Test in 70 % Schwefelsäure bei 100 °C und 1000 h bevorzugter Korrosionsangriff der Fügeebenen. Rechts: Verformungskonzentration bevorzugt angegriffener Fügeebenen nach Zugversuch. Teils Aufreißen korrodierter Korngrenzen. Rechts: In der Fügeebene, in der der Bruch erfolgte, ist der durch Korrosion geschwächte Kernquerschnitt der Probe erkennbar.
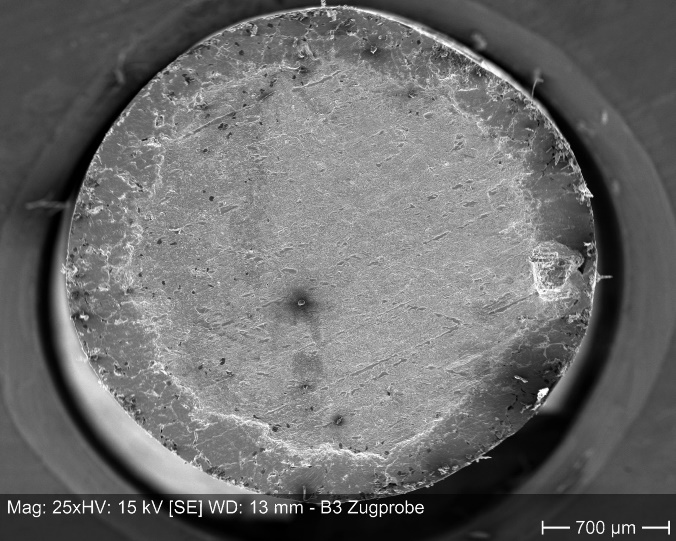
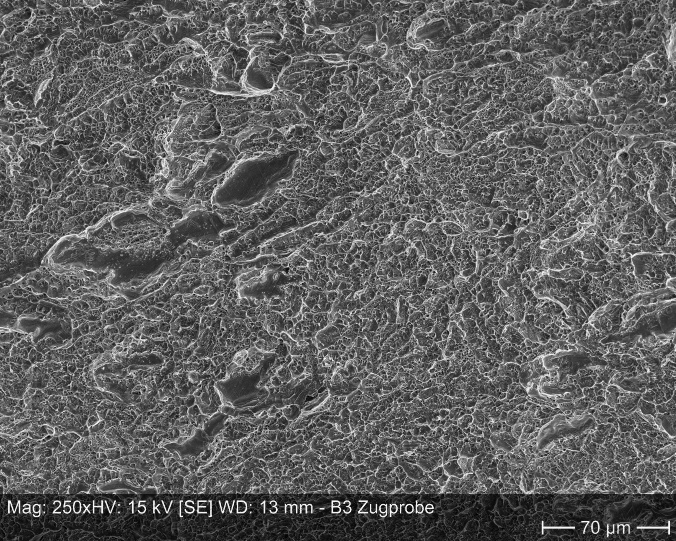
Abb. 8: Bruchfläche der Zugprobe aus zehn diffusionsgeschweißten 1 mm-Blechen aus Hastelloy B3 (2.4600), Links: Übersichtsaufnahme der Bruchfläche. In der Fügeebene, in der der Bruch erfolgte, ist der durch Korrosion verminderte Kernquerschnitt der Probe erkennbar. Rechts: Detail der Bruchfläche. Teilweise nicht diffusionsverschweißte Bereiche aufgrund Oberflächenrauigkeit und zu geringer plastischer Deformation beim Diffusionsschweißen, sonst grübchenartige Bruchfläche eines Duktilbruchs.
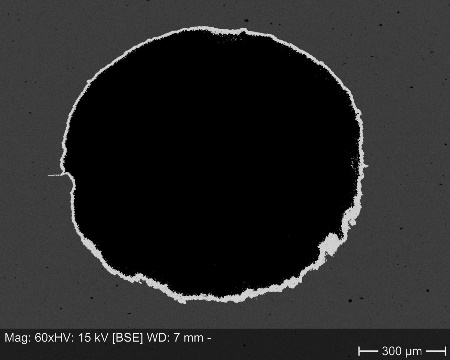
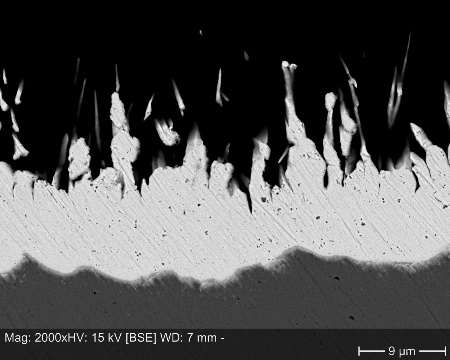
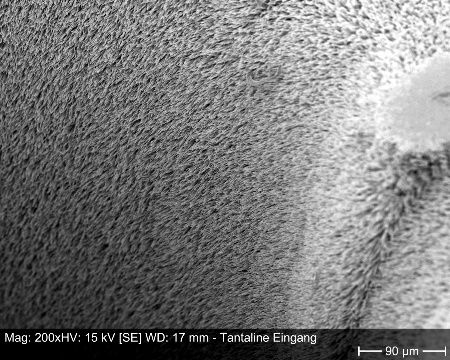
Abb. 9: Links: CVD-Tantalbeschichtung in einem Mikrokanal als Korrosionsschutzschicht, d = 1 mm, l = 100 mm, hergestellt durch face-to-face-Stapeln chemisch geätzter Edelstahlbleche und anschließendem Diffusionsschweißen. Mitte: Whiskerartiges Schichtwachstum verschließt Hohlräume zuverlässig und erzeugt eine defektfreie Beschichtung. Rechts: Detail mit Fügeebene der gegeneinander gestapelten Edelstahlbleche.
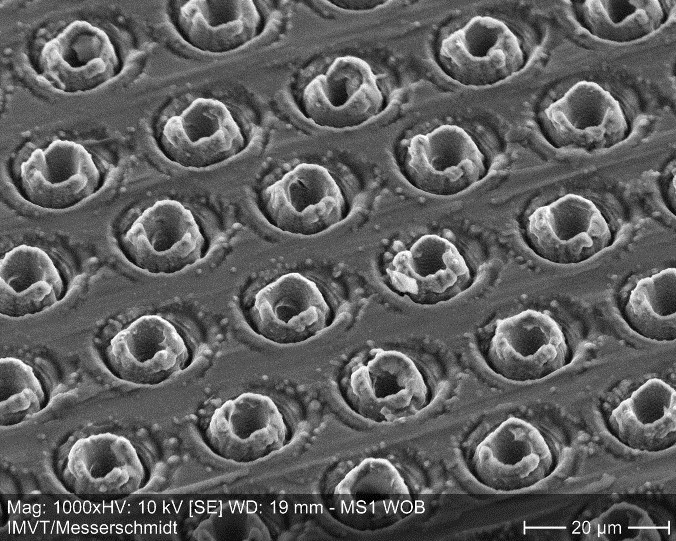
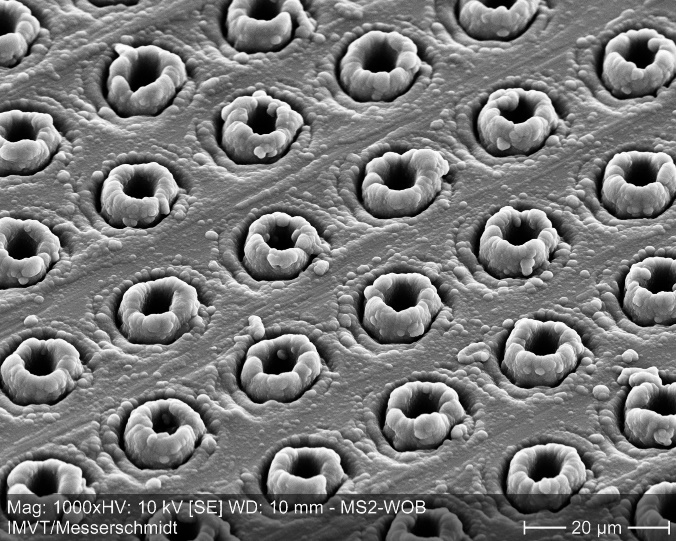
Abb. 10: Links: Lasergebohrte Löcher in einer 25 µm dicken Edelstahlfolie. Recht: Zusätzlich mit DLC-Schicht
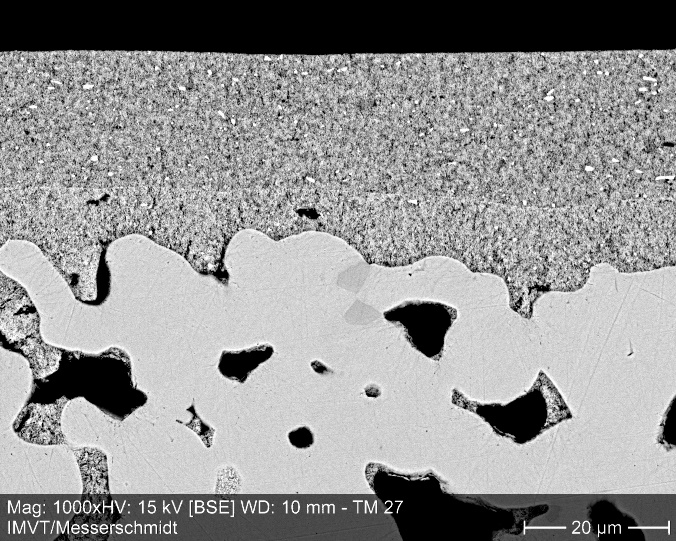
Abb. 11: Poröses Sintermetall mit Aluminiumoxidschicht
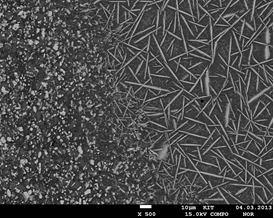
Abb. 12: Sprühkompaktierte übereutektische Al-Si-Legierung DISPAL S250 (AlSi20Fe5Ni): Übergang vom Grundwerkstoff zur Laserschweißnaht mit nadelartigen, primär erstarrten Si-Ausscheidungen.